




Have any questions?
Get in touch-
Tel : +86 18355532477
-
Whatsapp : +8618355532477
-
Email : 247137166@qq.com
-
Skype : 247137166@qq.com
- contact



Have any questions?
Get in touchTel : +86 18355532477
Whatsapp : +8618355532477
Email : 247137166@qq.com
Skype : 247137166@qq.com

Analysis of heat treatment stress and its influence | lasercladdingtech.com
Apr 29 , 2021Heat treatment residual force

refers to the residual stress of the workpiece after heat treatment, which has an extremely important influence on the workpiece's shape, size, and performance. When it exceeds the yield strength of the material, it will cause deformation of the workpiece, and when it exceeds the strength limit of the material, it will crack the workpiece. This is its harmful side and should be reduced and eliminated. However, under certain conditions, controlling the stress to make it reasonably distributed can improve the parts' mechanical performance and service life and turn harmful to beneficial.
The WILA technical team explored the specific impact of the reasonable distribution of surface residual compressive stress on the service life of parts.
1. Heat treatment stress
During the heating and cooling of the workpiece, due to the inconsistency of the cooling rate and time between the surface and the core, a temperature difference is formed, which will cause uneven volume expansion and contraction to produce stress, that is, thermal stress. Under the action of thermal stress, because the surface temperature is lower than the core part, and the contraction is greater than the core part, the core part is stretched. When the cooling is over, the final cooling volume contraction of the core part cannot proceed freely and the surface layer is compressed. Under tension. That is, under the action of thermal stress, the surface of the workpiece is compressed and the core is pulled. This phenomenon is affected by factors such as cooling rate, material composition, and heat-treatment process. When the cooling rate is faster, the carbon content and alloy composition are higher, and the uneven plastic deformation under the action of thermal stress during the cooling process is larger, and the residual stress formed in the end is larger.
The practice has proved that as long as there is a phase change in any workpiece during the heat treatment process, thermal stress and structural stress will occur. It's just that the thermal stress has been generated before the transformation of the structure, and the structure stress is generated during the transformation of the structure. During the entire cooling process, the result of the combined effect of the thermal stress and the structure stress is the actual stress in the workpiece.
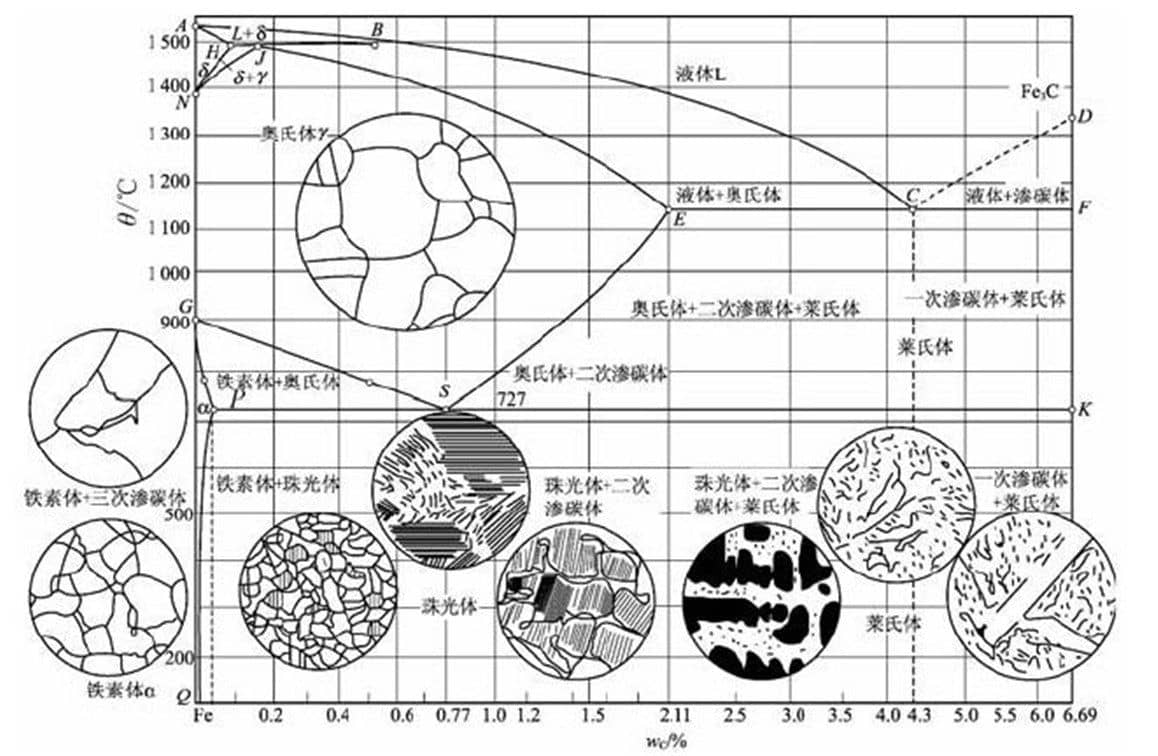
Fe-Fe3C Phase Diagram
2. The effect of heat treatment stress on quenching cracks
The factors that can cause stress concentration (including metallurgical defects) in different parts of the quenched part have a promoting effect on the generation of quenching cracks, but only in the tensile stress field, especially under the maximum tensile stress) will show up, If there is no crack-promoting effect in the compressive stress field.
Quenching cooling rate is an important factor that can affect the quality of quenching and determine the residual stress, and it is also a factor that can have an important and even decisive influence on quenching cracks. To achieve the purpose of quenching, it is usually necessary to accelerate the cooling rate of the parts in the high-temperature section and make it exceed the critical quenching cooling rate of steel to obtain the martensitic structure. As far as the residual stress is concerned, this can increase the thermal stress value that offsets the effect of the structural stress, reducing the tensile stress on the surface of the workpiece and achieving the purpose of suppressing longitudinal cracks. The effect will increase with the acceleration of the high-temperature cooling rate. Moreover, in the case of hardening, the larger the cross-sectional size of the workpiece, although the actual cooling rate is slower, the risk of cracking is greater.
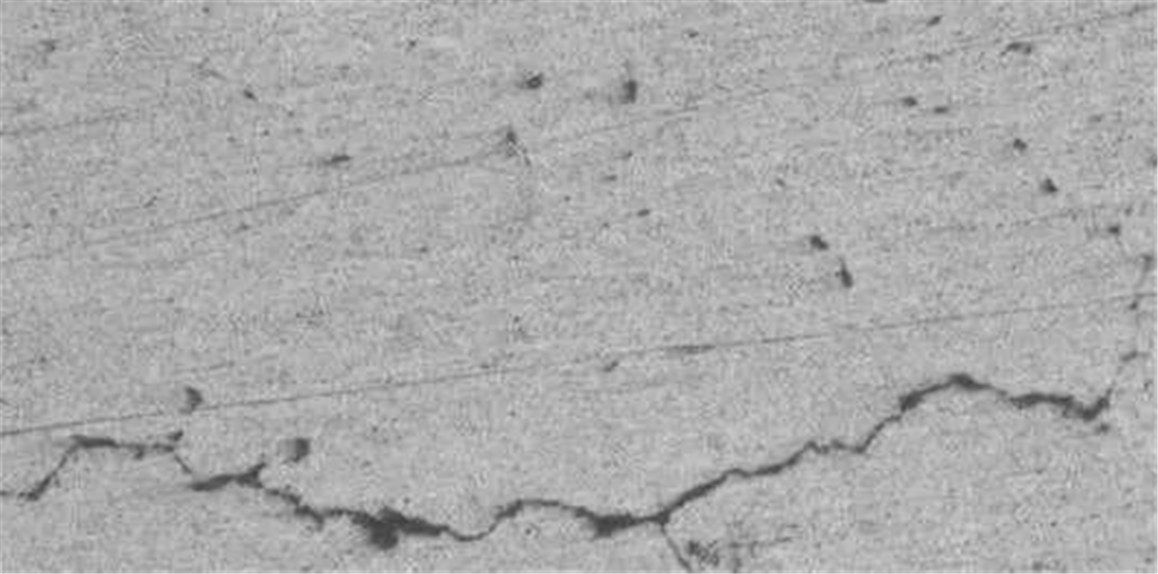
Quenching Crack
Summary:
1. The stress generated during heat treatment is unavoidable and often harmful. However, we can control the heat treatment process to make the stress distribution as reasonable as possible, so that the harmfulness can be reduced to a minimum, and even the harmfulness can be turned into an advantage.
2. When the thermal stress is dominant, the stress distribution is the compression of the surface of the core under tension, and when the tissue stress is dominant, the stress distribution is the compression of the surface of the core under compression.
3. Longitudinal cracks are easy to form in high hardenable steel parts, arc cracks are often formed in non-hardenable workpieces, and transverse fractures and longitudinal splits are easy to form in large non-hardenable workpieces.
4. Carburizing lowers the starting temperature (Ms) of the surface layer martensite transformation, which can cause the martensite transformation sequence to be reversed during quenching. The martensite transformation occurs in the core first and then spreads to the surface, and the surface layer residual compressive stress can be obtained. And improve the fatigue strength.
5. Austempering after carburizing can ensure that the core martensite transformation is fully carried out before the surface layer structure transformation takes place. The surface layer residual compressive stress of the workpiece can be larger than that of direct quenching, which can further improve the fatigue strength of the carburized part.
6. The composite surface strengthening process can make the surface layer residual compressive stress distribution more reasonable, and can significantly improve the fatigue strength of the workpiece.
click here to leave a message

