




Have any questions?
Get in touch-
Tel : +86 18355532477
-
Whatsapp : +8618355532477
-
Email : 247137166@qq.com
-
Skype : 247137166@qq.com
- contact



Have any questions?
Get in touchTel : +86 18355532477
Whatsapp : +8618355532477
Email : 247137166@qq.com
Skype : 247137166@qq.com

Research status of laser cladding temperature field simulation and characterization
Jul 07 , 20211.Influencing factors of temperature field in laser cladding
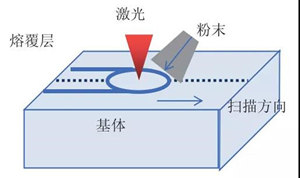
During the laser cladding process, the temperature field has many influences, such as powder feeding rate, cladding layer thickness, spot diameter, scanning speed, etc. Use experimental methods to study thermal mechanisms or use equ
ipment to detect molten pool temperature and coating stress distribution It is very difficult to wait, and the cost is very alarming. The principle of the powder feeding method laser cladding process is shown in Figure 1. With the widespread application of computer t
echnology in the field of numerical simulation, it provides effective means for studying the complex physical and chemical phenomena in the cladding process. At present, there are many softwares for temperature field simulation in the field of laser rapid prototyping, and the more commonly used ones are ANSYS, MSC. Marc, ABAQUS/Standard, and other software.
The selection of the laser cladding heat source greatly influences the quality of the cladding layer. In the analysis of the heat input of the heat source, the Gaussian distributed heat source model and the double elliptical power density model are the most widely used. Among them, the Gaussian distributed heat source model is as follows: Suppose the radiation power of the laser is P, the radius of the fundamental mode Gaussian beam is ω, and η is defined as the occupancy coefficient of the fundamental mode Gaussian beam, then the two ideal modes of TEM00 and TEM10 are performed at different intensity ratios. The power density distribution function of the superimposed beam in the (x, y) plane can be expressed as:
Choose different η (usually take η = 0, 0.5, 0.75), you will get different forms of light beams. In the actual simulation calculation, it is often assumed that the energy of the laser beam is constant, and the laser light source adopts an approximately Gaussian distribution (ie, η=0).

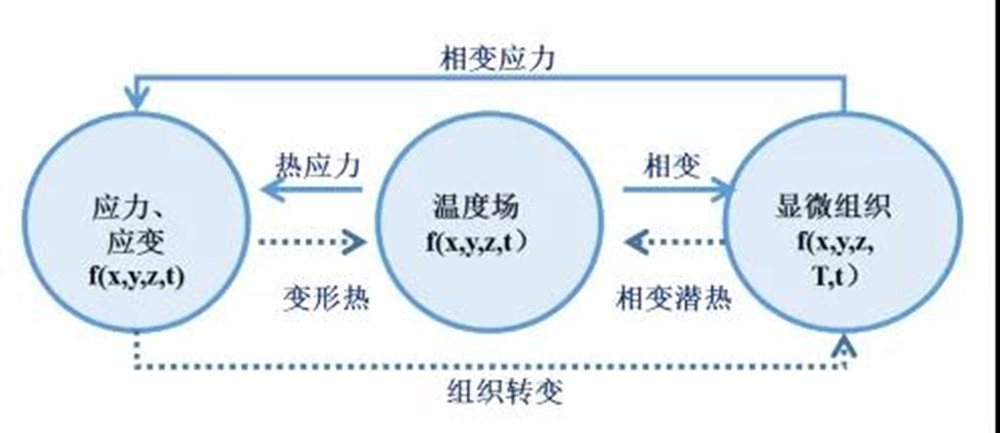
In the process of laser cladding, there are complex interactions between various surfaces, among which temperature changes are the basis. Thermal deformation also causes the phase change resistance of the microstructure, and the tissue phase change produces the latent heat of phase change acting on the temperature. The field, the interaction relationship is shown in Figure 2. For a long time, the theoretical research on the thermal effect of laser energy has mostly been carried out by mathematical analysis and numerical simulation and has experienced from one-dimensional to three-dimensional, from the temperature field controlled by heat conduction to the temperature field controlled by convection, and from only calculating the molten pool to comprehensive consideration. A series of simple to complex processes such as the interaction of powder with laser and matrix.
2.Mathematical analysis of temperature field in laser cladding
The simulation and characterization of the laser cladding temperature field are conducive to deriving the evolution law of the coating structure. The mathematical model of laser heating uses a heat conduction control model under the condition of a moving light source in the initial stage of the research, that is, the energy equation in the matrix only considers diffusion and non-diffusion. Considering convection is mainly because the matrix thermophysical parameters are important influencing factors. Early models were limited by calculation methods and were dominated by two-dimensional analytical solutions.
3.Model establishment and numerical simulation of temperature field
The obtained temperature gradient and cooling rate are used to predict the coating solidification structure. Jendrzejewski cladding a cobalt-based alloy on the substrate X10Cr13 discusses the influence of the preheating temperature on the temperature field and stress field of the repair layer and uses a linear approximation to its temperature characteristics. After preheating, the thermal stress value of the substrate repair layer decreases from 1800MPa. It is 900 MPa, and a crack-free repair layer is obtained. Toyserkani et al. proposed a three-dimensional transient finite element model of coaxial powder feeding. The coating is a multilayer structure, and its width and height are determined by the area of the previous layer and the quality of the powder. The model ignores surface tension and gravity. The effect of layer shape. He et al. studied the three-dimensional numerical model of the molten pool temperature and fluid flow in the laser cladding process of H13 steel and used the level set method to simulate the molten pool.
The law of temperature distribution and cooling rate in the molten pool under positive and negative defocusing conditions is studied. Compared with the Gaussian laser beam, it is found that the hollow laser beam (defocus) can effectively prevent the center of the molten pool from overheating, but the model does not consider the powder input impact when it reaches the molten pool.
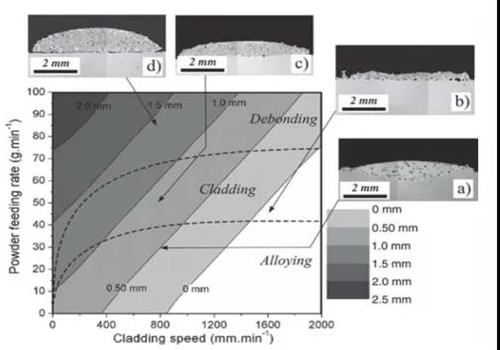
The Canadian Aerospace Manufacturing Center Dubourg et al. studied the effects of laser cladding Co-WC parameters (scanning speed, powder feed rate, defocus rate, and overlap rate) on the coating geometry and the WC content on stainless steel. The study adopted Taguchi's experimental method, and the results showed that as the powder feeding rate, scanning speed, and defocus distance decrease, the coating dilution rate increases, resulting in a significant decrease in WC content, and the study also reported single-channel and multi-channel There is no direct relationship between the size of the coating and the WC content, but the study did not consider the thermodynamic transformation and decomposition of WC.
4.Characterization of process and coating geometry
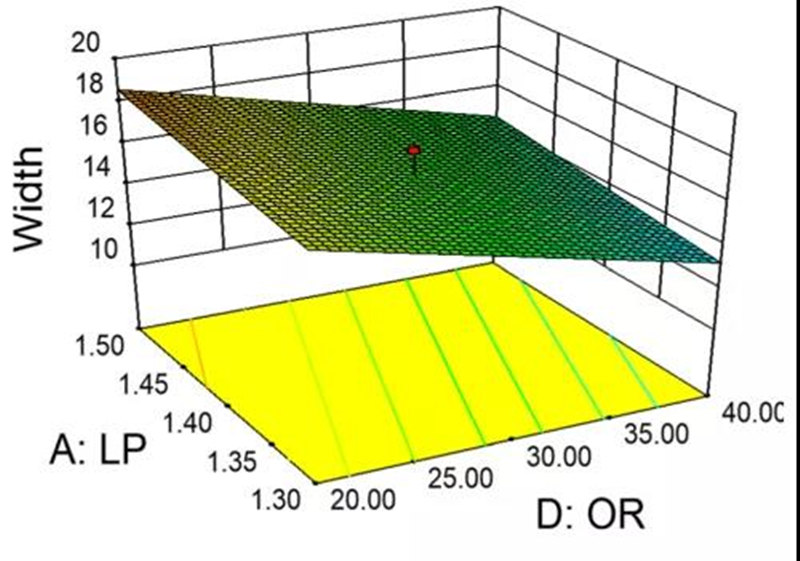
Ansari et al. studied the relationship between the main process parameters (scanning speed, powder feed rate, laser power) and cladding morphology (width, height, depth, dilution rate, wetting angle) in single-pass cladding through regression analysis. Safonov et al. proposed an approximate calculation method of melt movement and surface shape to determine the effect of melt movement speed and surface tension. The width×thickness of the ferroalloy molten pool is 2×0.2mm, the melt moves at a speed of 1~3m/s on the surface, and the temperature difference between the center and the edge is calculated to be 500℃. Nabhani et al. deposited Ti-6Al-4V powder alloy on a homogeneous substrate by laser cladding and studied the influence of process parameters (scanning speed, powder feed rate, laser power) on the geometric characteristics of a single-pass coating. Erfanmanesh et al. used the regression method to analyze the relationship between the single-pass laser cladding parameters and the coating geometric characteristics, and obtained the best process parameters for laser cladding WC-12Co on the AISI321 stainless steel surface, and prepared low-porosity and high-quality coatings. Layer, where the lap ratio and laser power affect the width of the coating.
Shi used the law of conservation of energy and mass to study the relationship between process parameters (laser power, scanning speed, powder feed rate) and geometric characteristics (width, height, and cross-sectional area) based on the energy density per unit volume of the molten pool and passed The experimental results verify the model. Celik et al. proposed a model of the relationship between the single-layer multi-channel surface waveform and the coating height, and verified the model, but did not consider the influence of the powder feed rate on it. Suryakumar et al. established a single-layer multi-pass, single-pass multi-layer cladding model, and verified and optimized the model for different process paths.
click here to leave a message





