




Have any questions?
Get in touch-
Tel : +86 18355532477
-
Whatsapp : +8618355532477
-
Email : 247137166@qq.com
-
Skype : 247137166@qq.com
- contact



Have any questions?
Get in touchTel : +86 18355532477
Whatsapp : +8618355532477
Email : 247137166@qq.com
Skype : 247137166@qq.com

High-temperature chlorine corrosion-resistant coating technology for waste incinerator applications
Mar 30 , 2021High-temperature chlorine corrosion-resistant coating technology for waste incinerator applications
Summary:
Incineration is the most effective way to dispose of municipal waste. However, the corrosion and wear caused by the garbage incineration atmosphere pose a great risk to the safe operation of the boiler. It is a feasible solution to use functional coating technology to isolate the boiler tube from the corrosive atmosphere, to realize the protection of the tube wall. This paper compares the protection schemes of cladding, refractory materials, and thermal spraying. Finally, arc spraying is used to prepare the chlorine corrosion-resistant coating. Through the analysis of the basic performance of the coating, the on-site construction in the boiler, and the actual incineration environment operation, it is verified that the use of The feasibility of arc spraying on the protection of garbage incinerator tubes.
introduction:
Incineration is the most effective way to harmless, recycle, and reduce the volume of municipal waste. However, because garbage fuel contains a large number of elements such as chlorine, alkali metals, heavy metals, etc., corrosive gases such as Cl2, HCl, and alkaline/heavy metal molten salts containing Cl and S are generated during combustion. Under the action of catalysis, the pipeline is corroded strongly, resulting in the thinning of the boiler tube wall thickness and even serious tube burst consequences.
Under the high-temperature environment of boiler operation, the corrosion caused by chlorine atmosphere is called "active corrosion", and its corrosion mechanism can be understood through the following process. Cl exists in the form of Cl2 or HCl and reacts with the matrix or the Fe element of the oxide film to form FeCl2. Due to the low oxygen partial pressure, FeCl2 exists in gaseous form and diffuses outward to the outer surface. Under the high oxygen partial pressure environment, it is oxidized to Fe2O3 and regenerates Cl2. The above process completes a cycle, and Cl2 repeats through the above process. When the oxide film is Cr2O3 or Al2O3, the above process is similar, but the reaction rate is slow. Due to the cyclic diffusion of chlorine and chlorides, the originally dense Cr2O3 or Al2O3 oxide film becomes loose and loses the role of protecting the matrix.
There are alkaline salts and heavy metal salts in the garbage incineration environment. The mixed salt causes its melting point to decrease significantly to the temperature range of 200~400℃. The Cl2 is replaced by the following reaction, and the subsequent high-temperature molten salt is similar to the above-mentioned chlorine corrosion mechanism.
2KCl(s)+SO2(g)+1/2O2(g)+H2O(g) → K2SO4(s)+ 2HCl(g)
2KCl(s)+SO2(g)+O2(g) → K2SO4(s)+Cl2(g)
There may be hard particles such as quartz sand in the waste incinerator, which hit the tube wall of the heating surface of the boiler at high speed, which will cause erosion and wear, which will cause the tube wall to thin. Especially in a severely corrosive environment, the corrosion products have poor adhesion on the outer wall of the boiler tube and are more likely to be washed away by hard particles at high speeds and cause block peeling. After peeling, the fresh surface is further corroded, resulting in a cyclic compound action of corrosion-wear-corrosion and accelerates the thinning of the pipe wall.
Boiler tube protection technology:
1.1 Surfacing
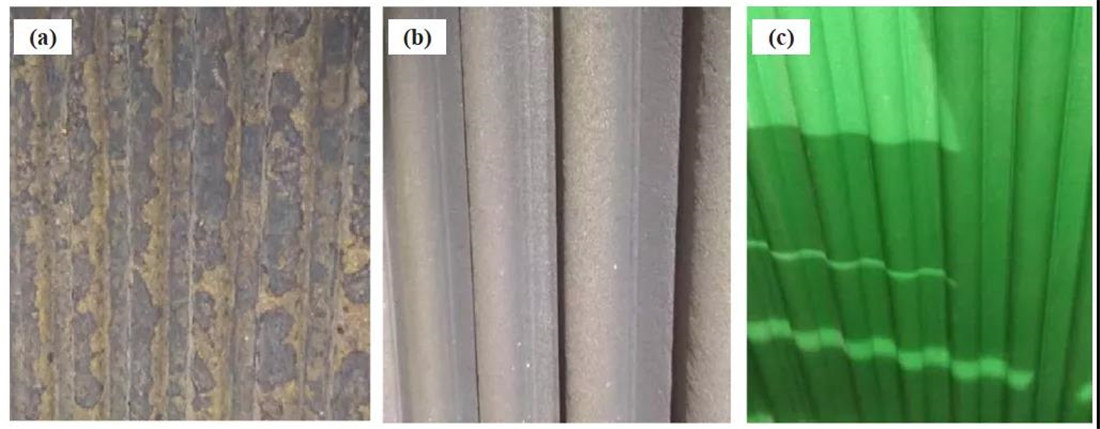
Surfacing welding is a type of surface coating technology, which uses welding to cladding filler metal on the surface of a metal substrate to obtain a process that meets specific performance and size requirements. In power plant boilers, this process can also be used to repair and improve the pipe size after wear and corrosion. However, the surfacing process requires a large amount of heat input, which has a significant thermal impact on the pipe matrix, resulting in significant deformation of the pipe and easy cracking. Therefore, the surfacing process is difficult to use in a large area on the power plant site. Figure 1a shows a photo of surfacing welding on the surface of the furnace tube row by hand, as well as the surface (Figure 1b) and cross-section (Figure 1c) morphology of the formed surfacing layer.
1.2 Refractory protection
The use of castables and other refractory materials for shielding can isolate the pipe matrix from the incineration corrosive environment to a certain extent. However, the castable itself contains a large number of pores and interfaces, and its porosity can be as high as 15-20%. These are the rapid diffusion channels for chlorine and chloride. From a macro point of view, the boiler tube seems to be isolated from the corrosive environment by refractory materials. However, from a microscopic point of view, chlorine diffuses to the surface of the boiler tube through the pores of the refractory material, and the surface layer is also likely to be corroded by the chlorine gas. In addition, the coating of castables significantly affects heat transfer, thereby affecting the thermal efficiency of boiler operation.
1.3 Thermal spraying process
Thermal spraying uses a certain heat source to heat metals, ceramics or their composites to a molten or semi-molten state. Through the action of high-pressure gas, the droplets hit the surface of the component at high speed, thereby forming a functional coating with wear resistance and corrosion resistance. Floor. Specific to the heating surface of the boiler tube, it is required to facilitate the on-site construction in the furnace, the coating material is expensive, and the coating quality is stable. Arc spraying meets these requirements and is the most suitable process.
The schematic diagram of the arc spraying principle is shown in Figure 3a. Through the wire feeding mechanism, the two metal wires respectively connected to the DC positive and negative electrodes generate an arc and melt, atomize into droplets under the action of high-pressure air, and fly at high speed to hit the surface of the substrate to form a coating. In traditional arc spraying, the droplet flying velocity is about 100m/s, and the lower velocity results in a relatively high coating porosity, on the order of 5-10%. Obviously, such a high volume fraction of porosity significantly affects the corrosion resistance of the coating. Through the development of a high-speed arc spray gun, the droplet flying velocity was increased by 50%, thereby reducing the porosity of the coating to the order of 2 to 3%. Figure 3b shows the cross-sectional topography of the ultra-dense coating prepared by the spray gun.
For the corrosion protection of waste incineration boiler water wall tube, high-velocity arc spraying and laser cladding are compared, as shown in Table 1. It can be seen that in terms of on-site implementation feasibility, economy, and large-scale construction, arc spraying has obvious advantages over laser cladding technology, and is suitable for boiler tube application environments.
2.1 Coating microstructure:
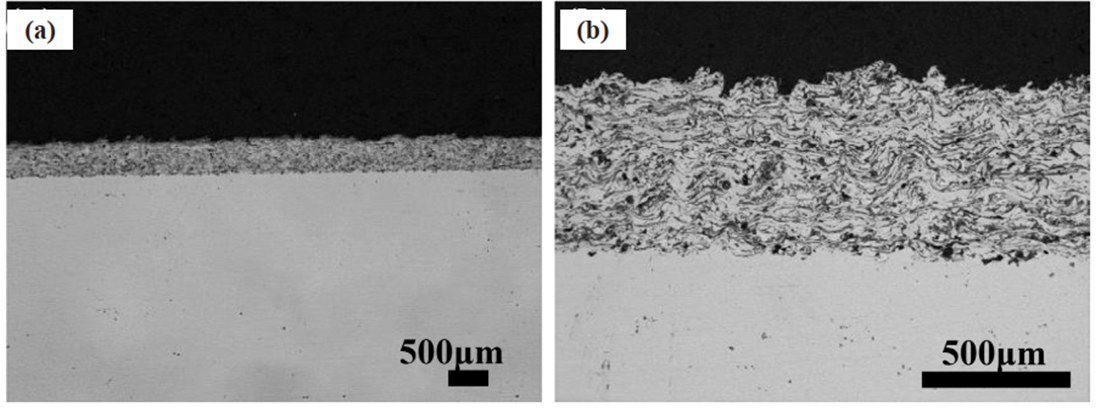
The microstructure of the C276 (NiCrMoW) coating prepared by arc spraying is shown in Figure 4. From a macro point of view (Figure 4a), the coating is dense, the structure is uniform, and the substrate is well combined, without obvious inclusions of sand particles and cracks; the coating thickness is uniform, about 485±18μm. From a high magnification (Figure 4b), the coating is formed by stacking fine laminated sheets, and the thickness of the laminated layers is as small as microns, as shown by the arrow in the figure. After statistical calculation, the porosity of the coating is as low as 3.35±0.39%. In this paper, an improved arc spray gun is used to produce a higher speed droplet flying speed than traditional arc spraying, and then collide with the substrate to form, thereby obtaining a coating with extremely low porosity and a finely laminated structure.
2.2 Corrosion performance in coating furnace:
A large number of corrosion products adhered to the boiler tube wall before spraying, as shown in Figure 6a. Use sandblasting to remove attachments and observe the coating with naked eyes after spraying to ensure that the coating is continuous without cracks and peeling (Figure 6b). After spraying, post-sealing processing is required (Figure 6c). After sealing, it can penetrate the holes or crevices of the coating surface to a certain extent, block the diffusion path of the corrosive atmosphere, and further ensure the corrosion resistance of the coating.
2.3 Coating detection:
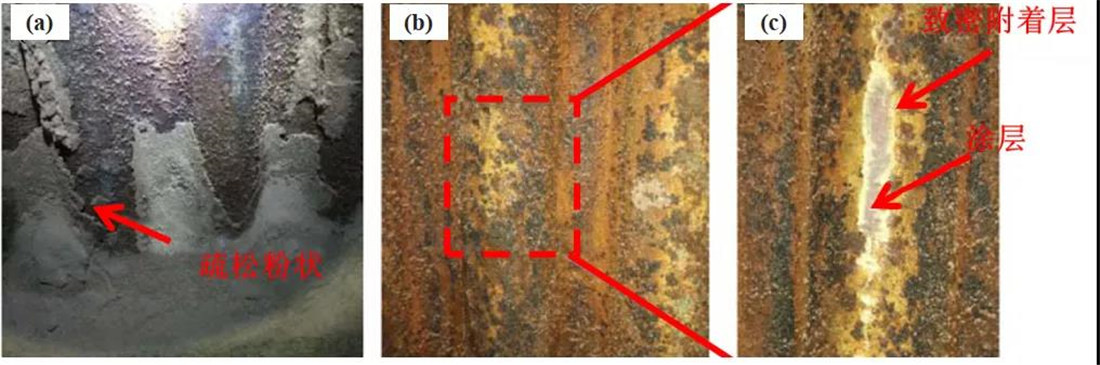
After the arc coating has been used in the actual garbage incineration environment for a period of time (~6 months), the surface material of the pipe wall is analyzed to determine the barrier effect of the coating between the pipe wall and the corrosives. Figure 7 shows a picture of the tube wall and its attachments after 6 months of operation of furnace 2#. The attachments on the pipe wall can basically be divided into multiple levels, with very loose fly ash on the top surface (Figure 7a). After removing the fly ash, it appears dark red, which may be a metal oxide, which is very thin (Figure 7b). The dark red lower layer is a dense adhesion layer with a thickness of 1~2mm (Figure 7c), which is light green. After scraping off the layer, it is bright metallic, and it is preliminarily judged to be a coating.
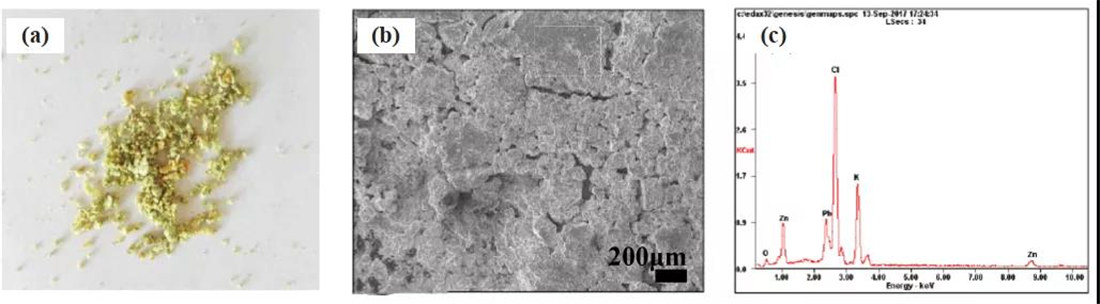
The scraped dense layer was in powder form (Figure 8), which was subjected to elemental analysis. The energy spectrum shows that the main elements are Cl, K, Zn, Pb, and O, and their mass and atomic percentage are shown in Table 3. According to the atomic percentage, it can be inferred that its main composition is KCl, ZnCl2, PbCl2, and other chloride salts and corresponding oxides.
These phases are composed of a mixture of low melting point (200~400℃) eutectic salt, which adheres to the coating surface in a molten state under the operating environment of the boiler, and cools and solidifies to adhere to the coating surface after the furnace is stopped. The eutectic salt covers the surface of the coating, and the coating still maintains a metallic color. It can be seen that the coating isolates the eutectic chloride salt from the boiler tube wall, thereby forming an effective corrosion shielding and protection for the boiler tube.
3. Conclusion:
Based on the characteristics of the waste incineration medium, NiCrMoW coating material is used, and a dense coating is prepared by arc spraying. Through the microstructure analysis of the coating, performance testing, and application of the boiler incineration environment, the following conclusions are obtained.
(1) Aiming at the coating protection technology of boiler tubes in garbage incineration atmosphere, the process characteristics of surfacing welding, laser cladding, refractory materials, and thermal spraying were compared and analyzed; especially the advantages and disadvantages of laser cladding and arc spraying were compared. From the point of view of the feasibility of on-site implementation in the furnace, the feasibility of large-scale construction, and economic efficiency, arc spraying has obvious advantages.
(2) Using the high-velocity arc spraying process, a dense NiCrMoW coating with a porosity of only 3.35% was obtained. The bonding strength with the 20G matrix is 31.6MPa, and the hardness is 4.67GPa, which is significantly higher than the 20G hardness. High hardness and high toughness mean that the coating has high wear resistance and erosion resistance.
(3) The electrochemical polarization curve results show that in the high-temperature chloride ion and other molten salt corrosion environment, the high corrosion potential NiCrMoW coating is more resistant to electrochemical corrosion than 20G, and at the same time, its corrosion rate is much lower than the latter.
(4) After testing in the boiler incineration environment for 6 months, the coating effectively isolates the eutectic chloride salt from the boiler tube wall, thereby forming an effective corrosion shielding and protection for the boiler tube. The protection of the heating surface of the boiler tube by the coating significantly improves the service life of the boiler tube and improves the operational safety of the power plant.
click here to leave a message





